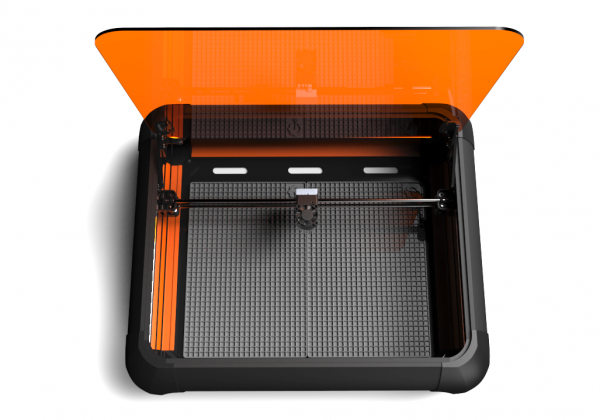
The Great EMBLASER 2!
The Great First Laser, The EMBLASER 2! Very powerfull, well put together, with a beautiful design. Read the article for more great information…
The Great First Laser, The EMBLASER 2! Very powerfull, well put together, with a beautiful design. Read the article for more great information…


We have discovered 4 of the best 3D Prints for your Easter weekend, and best of all, it will keep the kids busy for hours over the long weekend.
Demystify Filament Choices: Learn how the right filament can make or break your 3D printing project. From ABS and PLA to TPU and Nylon, get the lowdown on each type's unique benefits.
Achieve Flawless Prints: Discover key factors like temperature resistance, durability, and finish that influence your end product. Say goodbye to warping, clogging, and failed prints.
Step-by-Step Expert Guidance: Whether you're a designer, engineer, or 3D printing newbie, this guide serves as your ultimate companion. Make data-driven decisions and elevate your 3D printing game to professional levels.